Solution
Operationally reliable, nearly maintenance-free LEWA metering pumps are actually replacing the centrifugal pumps conventionally used in the power plant sector.
Advantages of LEWA pumps:
- Hermetically tight construction (conforms to Technical Instructions - IVV Directive 96/61/EG)
- Compact design
- Robust and reliable
- Long service life of wear parts, such as sandwich diaphragms and fluid valves
- Low-maintenance diaphragm pump technology
- Ex-proof in compliance with ATEX
- Meets power plant standards
LEWA also supplies complete metering systems for amine treatment. Pipelines, external safety valves, etc. are selected to customer-specific plant regulations.
Areas of application
Amine treatment for gas cleaning and flue gas desulfurization:
- Coal-fired power plants
- Natural gas power plants
- Power plants in refineries
- Power plants in petrochemical plants
- Waste incineration power plants
Industries


Chemical Pumps and Metering Packages for the Chemical Industry
When critical, environmentally hazardous, toxic, or flammable fluids and suspensions need to be reliably conveyed or metered in high-pressure processes, there is no alternative to hermetically sealed metering pumps, process diaphragm pumps, and metering systems from LEWA. Hermetically sealed LEWA pumps with pressures up to 1200 bar are the first choice for the production of chemical intermediate and end products. Contact our experts and let us advise you about your individual chemical pump or system solution!
More Details

Pumps and Systems for the Pharmaceuticals, Life Sciences and Biotechnology Industries
As the leading manufacturer of pumps and pump systems for the pharmaceutical, life sciences, and biotechnology industries, LEWA supports you during the development of complete solutions, which meet your process requirements exactly. Special expertise is required in the production of pharmaceuticals in order to ensure that legal requirements are met. Reliability when it comes to production, documentation, and validation are our top priorities.
More DetailsProducts
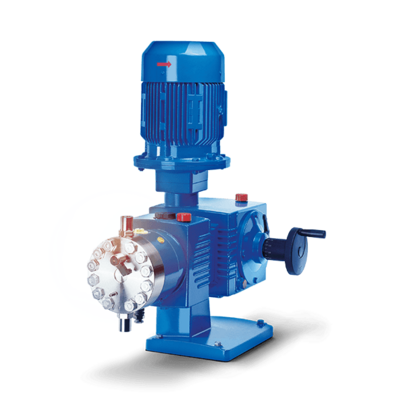
LEWA ecoflow®: The Leading Diaphragm Metering Pump for Precision Fluid Management
LEWA ecoflow: The Innovative Universal Metering Pump with DPS Diaphragm Protection. Trusted across all industries, this modular system pump excels in a wide range of applications. Experience unparalleled versatility and reliability with our ecoflow, the ultimate choice in metering pump technology.
More Details
LEWA ecosmart®: Precision-Engineered Diaphragm Metering Pumps for Efficient Fluid Control
Experience the innovative LEWA ecosmart, a compact diaphragm metering pump offering multiplex capabilities at a competitive price. We assure the renowned LEWA quality, backed by our 70 years of market expertise. Choose LEWA ecosmart for smart metering pump solutions without compromising on quality or performance.
More Details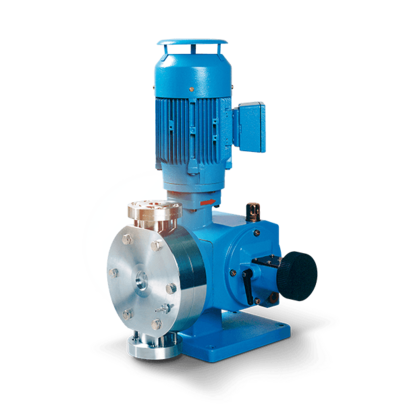
LEWA ecodos®: Robust Mechanical Diaphragm Metering Pumps for Precision Dosing
The LEWA ecodos metering pump delivers absolute reliability, cost-efficiency, and adaptability for applications preferring non-diaphragm actuation. Trust in our proven modular system to design the optimal metering pump tailored to your specific needs.
More Details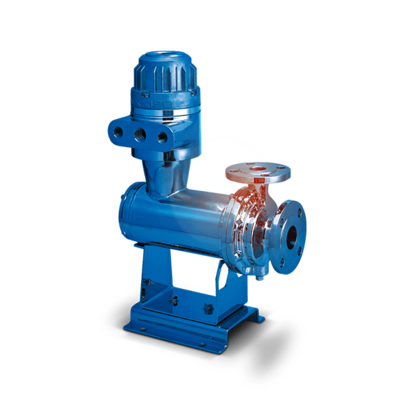
NIKKISO NON-SEAL canned motor pump
The NIKKISO NON-SEAL canned motor pump has been designed specifically for the chemical industry. To do this, the centrifugal pump is designed in accordance with API 685.
More Details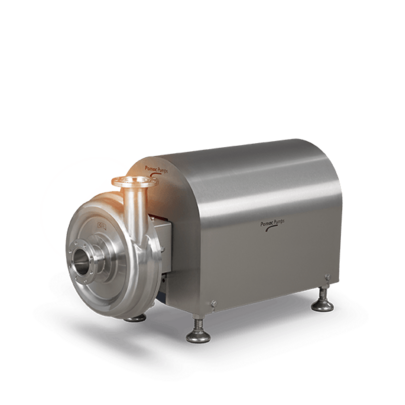
Pomac centrifugal pump
The stainless-steel Pomac centrifugal pumps for low-viscosity media feature optimum hydraulic data, a unique modular design and numerous options available in the area of shaft seals. It is available in various versions.
More Details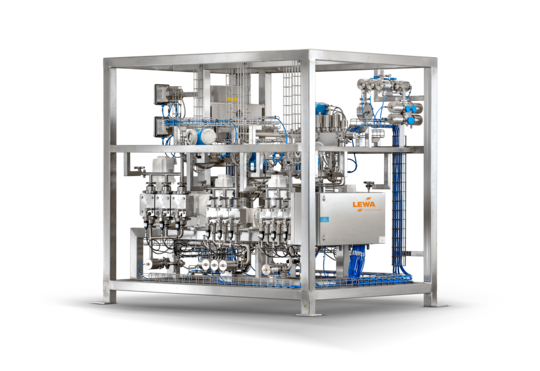
Customer-Specific Metering, Mixing or Filling Systems from LEWA
Customer-specific batch/continuous systems for your production process. Metering, mixing, filling, separating, controlling temperature: We work with you to develop the ideal process-related sequence and produce the system that fits your production process – right up to the end product.
More Details
Customer-Specific Metering Systems from LEWA
Turnkey metering system in closed loop control with monitoring and plausibility testing equipment. Your individually configured metering system with an optimally designed pump for fluid metering in automated processes.
More Details
Munsch - Standardized NPC and NPC-B chemical pump
The armoured pumps of the NPC and NPC-B series are designed to meet chemical process industry standards and are ideally suited to pumping chemicals and solvents.
More Details
Munsch - Standardized CM & CM-B Type chemical pump
Munsch CM/CM-B Type standardized chemical pumps with magnetic are designed to meet chemical process industry standards. Their hermetically sealed design makes them a safe pumping solution for problematic chemicals and solvents.
More Details
Munsch CS/CS-B Standardized chemical pump
The CS/CS-B series armoured pumps meet the standards of the chemical process industry and are ideal for pumping chemicals and solvents. They are manufactured in a back pull-out design for easy maintenance.
More Details
Munsch - Standardized chemical pump ECM & ECM-B
The armoured magnetically-coupled pumps of the ECM series are designed to meet chemical process industry standards. Their hermetically sealed design makes them a safe pumping solution for problematic chemicals and solvents.
More Details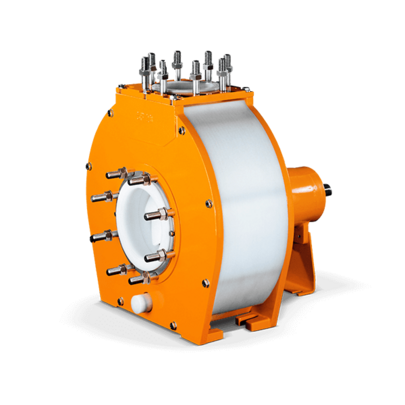
Standardized chemical pump NP and close-coupled chemical pump NP-B
The NP pump series is excellently suited to pumping tasks in the chemical industry, electroplating plants, metallurgical industries, steel and stainless steel pickling lines, evaporation and regeneration units, wet flue gas cleaning systems downstream of waste incinerators as well as in exhaust air scrubbing and industrial waste water treatment.
More Details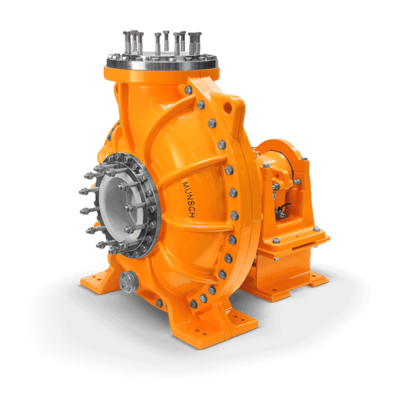
Chemical centrifugal pump NPC Mammut
The armoured pump is designed to meet chemical process industry standards and can handle high delivery rates and pump heads.
More Details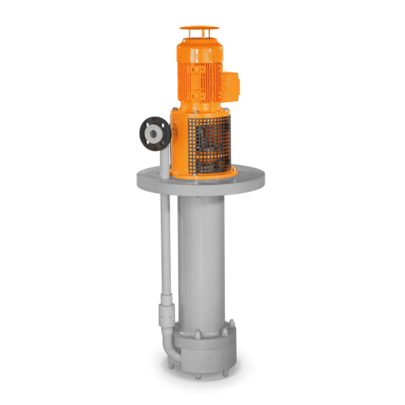
Vertical chemical pump TNP-KL
The type TNP-KL vertical chemical pump is specifically designed to pump acids, alkalis, chemically contaminated fluids, corrosive media and effluents - in the presence or in the absence of solids - directly from pump sumps, pump tanks, storage tanks or basins.
More Details